Defeitos e soluções mais comuns na soldagem elétrica

Você sabe quais são os defeitos e soluções na soldagem elétrica? Essa é uma pergunta importante que todo soldador que usa este processo deve saber.
Para garantir a qualidade da solda no processo de soldagem com eletrodos revestidos, reduzir custos com manutenção, atraso na produção e perca de tempo com mau funcionamento dos equipamentos, é importante conhecer os principais defeitos, suas causas e possíveis soluções que o próprio operador será capaz de detectar e solucionar.
Selecionamos os seguintes defeitos e soluções na soldagem elétrica, veja:
DEFEITO: INSTABILIDADE DO ARCO ELÉTRICO
Causa 1: Em CC (Corrente Contínua), o sopro magnético desloca o arco da direção do eletrodo revestido.
Solução:
1.1- Neutralize o sopro magnético inclinando o eletrodo revestido . Se a corrente de retorno curto-circuitar através da solda, coloque um pedaço de madeira ou algum outro material isolante sob uma das extremidades da peça a soldar.
1.2- Modifique a posição da garra do cabo de retorno.
1.3- Evite ou modifique a posição de objetos facilmente magnetizáveis.
1.4- Use cobre, bronze, alumínio ou grafite como cobre-junta de apoio para a solda.
1.5- Mude para CA (Corrente Alternada) – use um transformador.
Causa 2: Alma do eletrodo revestido excêntrica em relação ao revestimento. O eletrodo revestido tem, portanto, uma tendência a fundir obliquamente.
Solução:
2.1- Gire o eletrodo revestido para eliminar os efeitos perturbadores da parte excêntrica.
2.2- Use um novo eletrodo revestido.
Causa 3: Eletrodo revestido úmido em alguns pontos, fundindo obliquamente por esta razão.
Solução:
3.1- Resseque o eletrodo revestido.
3.2- Use um novo eletrodo revestido.
DEFEITO: SOLDA IRREGULAR
Causa 1: Corrente inadequada.
Solução: Ajuste a corrente da máquina, aumentando ou diminuído.
Causa 2: Em CC, polaridade errada.
Solução: Verifique a especificação do eletrodo revestido e inverta a polaridade da máquina de solda.
Causa 3: Eletrodo revestido revestido úmido.
Solução:
3.1- Resseque o eletrodo revestido.
3.2- Use um novo eletrodo revestido.
Causa 4: Eletrodo revestido de qualidade inferior.
Solução: Use um eletrodo revestido de melhor qualidade.
Causa 5: Manejo incorreto do eletrodo revestido.
Solução: Aprenda a soldar! Lembre-se: a prática faz a perfeição. (Veja o vídeo)
DEFEITO NA SOLDAGEM ELÉTRICA: RAÍZES DEFORMADAS
Causa 1: Defeitos de raiz nas juntas em X ou sob o repasse de raiz.
Solução:
1.1- Use um eletrodo revestido de grande penetração para soldar o repasse de raiz.
1.2- Solde o repasse de raiz em vertical ascendente.
1.3- Desbaste a raiz para tomar a fresta mais aberta e depois solde o repasse de raiz
Causa 2: Defeitos de raiz em soldas de um só passe.
Solução:
2.1- Use um cobre-junta de apoio em cobre, alumínio, grafite ou similar.
2.2- Use um anel de apoio, um suporte ou coloque a peça sobre um gabarito.
2.3- Adapte diâmetro de eletrodo revestido, chanfro, nariz e fresta, de modo a corresponder ao relacionamento entre eles.
2.4- Tente aumentar a fresta.
2.5- Solde em vertical ascendente.
2.6- Treine o manejo; experimente diferentes ângulos e velocidades de avançamento; isto lhe dará bom passe de raiz.
DEFEITO: EMPENAMENTO
Causa 1: Forma deficiente da construção.
Solução: Torne-se apropriada para soldagem.
Causa 2: Superaquecimento (especialmente o caso da deformação longitudinal em material fino).
Solução:
2.1- Diminua a corrente, e/ou minimize a seção transversal da solda. Use um cobre-junta de apoio que seja apto a retirar o calor de forma eficiente.
2.2- Aumente a velocidade de avançamento.
Causa 3: Falta de calor.
Solução:
3.1- Aumente a seção transversal da solda (para cada passe).
3.2- Usando eletrodo revestido mais grossos.
3.3- Aumentando a quantidade de metal depositado.
3.4- Soldando em vertical ascendente.
Causa 4: Sequência de soldagem não apropriada.
Solução: Tente depositar o passe seguindo uma sequência mais adequada.
Causa 5: Rigidez muito baixa.
Solução: Use gabaritos – possivelmente até pré-deformação, contrária à direção do empenamento.
DEFEITO: FORMAÇÃO DE ESCÓRIA
Causa 1: Corrente muito baixa.
Solução na soldagem elétrica contra formação de escória: Aumente a corrente.
Causa 2: Manejo incorreto do eletrodo revestido.
Solução: Movimente o eletrodo revestido de tal forma a impedir que a escória passe à frente da poça de fusão.
Causa 3: Chanframento irregular.
Solução: Quando chanfrar utilize:
- Marteletes pneumáticos;
- Corte oxigás com avanço automático;
- Maçarico para corte manual, porém com carrinho-guia e muito cuidado, para obter uma superfície de corte isenta de defeitos.
Causa 4: Chanfro muito estreito.
Solução: Aumente o ângulo de chanfro.
Causa 5: Limpeza de escória não adequada.
Solução: Destaque toda escória, meticulosamente, entre cada passe.
Causa 6: Raiz mal preparada.
Solução 6 na soldagem elétrica:
6.1- Prepare a raiz até que o metal surja completamente são, antes de realizar o repasse.
6.2- Use eletrodo revestido de grande penetração para o repasse de raiz.
Causa 7: eletrodo revestido de qualidade inferior.
Solução: Use um eletrodo revestido de melhor qualidade.
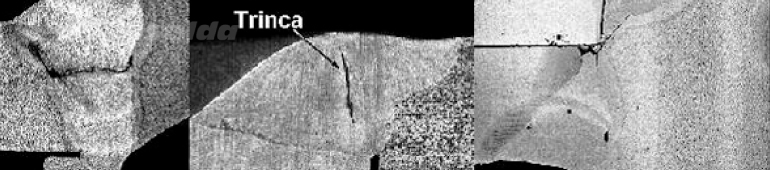
DEFEITO: TRINCAS NA SOLDAGEM ELÉTRICA
Causa 1: Tipo errado de eletrodo revestido.
Solução: Tente um eletrodo revestido de tipo básico.
Causa 2: Material de base de má soldabilidade.
Solução: Evite materiais de base que não sejam soldáveis com o equipamento disponível.
Causa 3: Perfil da solda inadequado.
Solução: Atende a que o primeiro passe tenha seção transversal suficientemente robusta através de:
- Aumento da qualidade do metal depositado.
- Soldagem na vertical ascendente.
- Utilização do maior diâmetro possível do eletrodo revestido.
Causa 4: Arco muito longo.
Solução: Encurte o arco.
Causa 5: Cratera final da solda com mau acabamento.
Solução: Retorne um pouco com o eletrodo revestido para dentro de cratera final antes de extinguir o arco e deixe-o apagar-se sobre o passe recém-executado.
Causa 6: Montagem muito rígida.
Solução:
6.1- Escolha uma sequência de soldagem que acarrete as menores tensões possíveis no metal de solda.
6.2- Aqueça (ou resfrie) e controle a distribuição do calor na peça de trabalho.
6.3- Aperfeiçoe a construção.
DEFEITO: RESPINGO
Causa 1: Corrente muito alta.
Solução: Diminua a corrente.
Causa 2: Arco muito longo.
Solução: Encurte o arco.
Causa 3: Sopro magnético.
Solução: Veja se o arco está instável.
Causa 4: Peça de trabalho suja.
Solução: Limpe a peça de trabalho.
Causa 5: Eletrodo revestido. de qualidade inferior.
Solução: Use um eletrodo revestido de melhor qualidade.
- NA SOLDAGEM DE COBRE, BRONZE OU ALUMÍNIO
Causa 6: Peça de trabalho muito fria.
Solução: Preaqueça a peça.
Causa 7: Eletrodo revestido muito inclinado.
Solução:
7.1- Mantenha o eletrodo revestido formando ângulo correto com a peça de trabalho.
7.2- Encurte o arco.
DEFEITO: MORDEDURAS LATERAIS
Causa 1: Corrente muito alta.
Solução: Diminua a corrente
Causa 2: Arco muito longo.
Solução: Encurte o arco.
Causa 3: Manejo incorreto do arco.
Solução: O eletrodo revestido deverá ser manejado de forma tal que a fusão seja feita somente nos pontos onde o material é deposito.
Causa 4: Avançamento muito rápido.
Solução: Avance mais devagar.
Causa 5: Arco sopra lateralmente.
Solução: Veja arco instável.
Causa 6: Eletrodo revestido úmido.
Solução:
6.1- Resseque o eletrodo revestido.
6.2- Use um novo eletrodo revestido.
Causa 7: Chanfro muito estreito.
Solução: Aumente o ângulo do chanfro (abertura do atalho e diâmetro do eletrodo revestido devem ser relacionados entre si).
DEFEITO: FALTA DE PENETRAÇÃO
Causa 1: Falha no manejo eletrodo.
Solução: Dirija o arco de modo a que ambas as chapas sejam apropriadamente onde a penetração tende a ser imperfeita.
Causa 2: Corrente muito baixa.
Solução: Aumente a corrente.
Causa 3: Diâmetro insuficiente do eletrodo revestido.
Solução:
3.1- Para material espesso, use diâmetros maiores.
3.2- Solde em vertical ascendente.
Causa 4: Peça de trabalho muito fria.
Solução:
4.1- Preaqueça a peça.
4.2- Solde em vertical ascendente.
Causa 5: Preparação incorreta da peça.
Solução: Prepare a junta convenientemente, com ângulo do chanfro, nariz e fresta recomendáveis ao acaso.
DEFEITO: CORDÃO FRÁGIL
Causa 1: Tipo errado de eletrodo revestido.
Solução:
1.1- Use um eletrodo revestido de tipo básico.
1.2- Use um eletrodo revestido inoxidável, que deposite um cordão com estrutura austenitica.
Causa 2: Tratamento térmico inadequado.
Solução:
2.1- Preaqueça a peça.
2.2- Retarde o resfriamento.
2.3- Use tratamento térmico após a soldagem.
Causa 3: Têmpera ao ar do metal depositado.
Solução: Use um eletrodo revestido que deposite um cordão com estrutura austenitica.
Causa 4: Elemento de liga abandona o material de base.
Solução:
4.1- Use eletrodo revestido de tipo básico de baixa liga.
4.2- Evite penetração desnecessária, deixando o arco movimentar-se sobre a poça de fusão.
Causa 5: Chapa suja.
Solução: Limpe a superfície das chapas.
Causa 6: Eletrodo revestido úmido
Solução:
6.1- Resseque o eletrodo revestido.
6.2- Use um novo eletrodo revestido.
Finalizando os defeitos e soluções na soldagem elétrica
A soldagem elétrica garante bons resultados. Contudo, para isso é necessário que o soldador esteja bastante conscientes das facilidades e dificuldades deste processo.
Dessa maneira, saber e entender os defeitos e soluções na soldagem elétrica é de extrema importância e, com certeza, vai garantir que você faça um trabalho melhor.
Quer saber mais sobre soldagem para ajudar você ou a sua empresa?
Clique na imagem ou no link abaixo e baixe “E-book – Guia completo de solda com Eletrodos Revestidos“

| O que a Alusolda faz? |
|---|
| A Alusolda oferece Locação, manutenção de equipamentos, e comércio de produtos no segmento de solda e corte. Faça um orçamento sem compromisso no telefone (62) 3250-0707. Nossos melhores colaboradores irão te atender. |



A solda só ficou na parte externa, não uniu as peças vindo a quebrar. Usei 60a
Bom dia Brandão!
Para que eu possa te ajudar de uma maneira mais eficaz eu precisaria de mais algumas informações.
Como por exemplo:
Qual processo de soldagem você está usando? (MIG, TIG, Eletrodo…)
Qual o tipo do metal que você está soldando?
Qual seria a espessura da chapa?
Qual máquina você usa?
Fico aguardando seu retorno.
Um abraço,
Paulo César
Minha máquina de solda, não mantém o arco continuo, isso pode ser defeito da máquina
Tudo joia Rogério.
Estou com esse problema em minha máquina.
Ela fica só pontiando, já comprei eletrodo novo pra testar e continua com mesmo problema.
É uma inversora da Vonder 130.
Você conseguiu resolver o seu problema