Conheça os tipos de eletrodos revestidos para solda

Muitos soldadores ficam em dúvida de qual eletrodo comprar. Você precisa conhecer os tipos de eletrodos revestidos para solda, assim poderá saber qual escolher para cada caso.
Para escolher o eletrodo, tem que se levar em consideração:
- A liga metálica a ser soldada;
- Como será a atividade: soldagem, goivagem e outros.
- O processo de solda que será aplicado;
- As características do ambiente da solda, como umidade do ar.
Pensando que há muitas possibilidades, é de se imaginar, então, que há muitas variações de eletrodos.
Em resumo, os diferentes tipos de eletrodo servem para abrir um arco elétrico, depositar o metal de solda e fornecer agentes químicos que auxiliarão este processo de soldagem. Nesse post você verá:
- Constituição do eletrodo
- Tipo de revestimento de eletrodos
- Funcionamento na soldagem à arco elétrico
- Diferentes tipos de eletrodos revestidos
- Como armazenar da forma correta
Veja abaixo o que são os Eletrodos Revestidos, suas característica, tipos e aplicações.
Eletrodos Revestidos
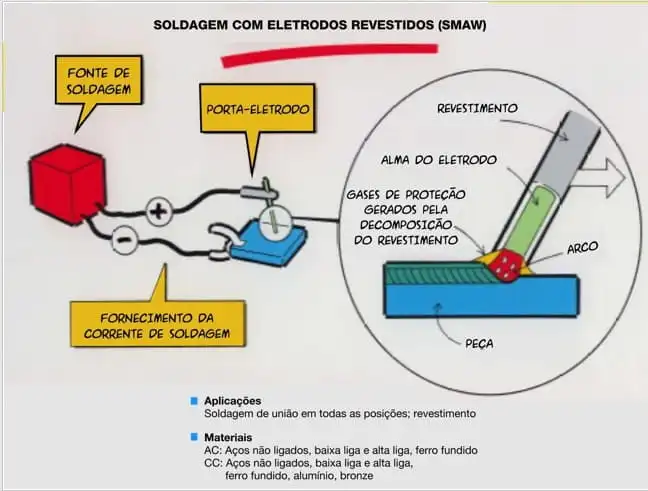
Este tipo de eletrodo é usado para “soldagem a arco elétrico com eletrodo revestido”:
“Soldagem a arco com eletrodo revestido é um processo que produz a união entre metais pelo aquecimento destes com um arco elétrico estabelecido entre um eletrodo metálico revestido e a peça que está sendo soldada.”
Tecnologia da Soldagem, Paulo Villane Marques, 1991.
Mesmo que haja vários tipos de eletrodos revestidos para este tipo de solda, a função deles é a mesma. Para entender isso, é importante saber de que é feito o eletrodo revestido e como funciona.
Constituição do eletrodo
Os eletrodos são formados por duas camadas:
- Vareta metálica (“alma do eletrodo”);
- Revestimento.
A vareta metálica é a parte interna do eletrodo. Ela é o item que permite a condução da corrente elétrica da fonte até chegar a peça, para formar o arco elétrico. A vareta é responsável, também, por fornecer o metal de adição para a junta.
O Revestimento é a parte externa do eletrodo. Este possui muitas funções importantes para o processo de soldagem. Veja elas abaixo:
- Facilita a abertura do arco e o estabiliza;
- Ajusta a composição química do cordão, pela adição de elementos de liga;
- Desoxida o metal de solda;
- Protege a poça de fusão e o metal de solda contra a contaminação pela atmosfera, através da geração de gases e de uma camada de escória, a qual reduz a velocidade de solidificação e permite a desgaseificação do metal de solda ;
- Confere características operacionais, mecânicas e metalúrgicas ao eletrodo e à solda ;
- Facilita a soldagem nas diversas posições de trabalho;
(Fonte: ESAB Brasil, 17/06/2008, Pág. 4)
Tipos de revestimento de eletrodo
Rutílico
Pertencem a este grupo:
- Os eletrodos E6013;
- Os eletrodos E7014/E7024 (Altíssimo rendimento);
- A maioria dos eletrodos para aços inoxidáveis;
- Alguns poucos eletrodos para revestimento duro.
Características:
- Consumível de uso geral, cujo revestimento apresenta até 50% de rutilo (TiO2);
- Média penetração;
- Escória de rápida solidificação, facilmente destacável;
- O metal de solda pode apresentar um nível de hidrogênio alto (até 30ml/100g);
- Recomenda-se ressecagem a uma temperatura relativamente baixa, para que o metal de solda não apresente porosidades grosseiras;
- Velocidades de soldagem moderadas;
- Cordões de solda apresentam bom acabamento;
- Pequena quantidade de respingos.
Básico
Pertencem a este grupo:
- Os eletrodos E7018 e E7018-1/E7016-1/E7018-1 ;
- A maioria dos eletrodos OK para aços baixa liga;
- A maioria dos eletrodos OK para revestimento duro;
- Os eletrodos OK para aços inoxidáveis com o número 5 no último dígito do nome (ex: OK 67.45).
Características:
- Geralmente apresenta as melhores propriedades mecânico-metalúrgicas entre todos os eletrodos, destacando-se a tenacidade (Charpy);
- Elevados teores de carbonato de cálcio e fluorita, gerando um metal de solda altamente desoxidado e com muito baixo nível de inclusões complexas de sulfetos e fosfetos;
- Não opera bem em CA, quando o teor de fluorita é muito elevado;
- Cordão de média penetração e perfil plano ou convexo;
- Requer ressecagem a temperaturas relativamente altas;
- Após algumas horas de contato com a atmosfera, requer ressecagem por ser altamente higroscópico.
Altíssimo rendimento
Pertencem a este grupo: os eletrodos E7014/24
Características:
- Adição de pó de ferro;
- Podem ser rutílicos ou básicos, porém em nossa linha nacional são rutílicos;
- Aumenta a taxa de deposição;
- Pode ou não ser ligado;
- Apresenta uma escória mais flúida, devido à formação de óxido de ferro;
- Melhora a estabilidade do arco e a penetração é reduzida, principalmente com alta intensidade de corrente, o que pode minimizar a ocorrência de mordeduras;
- Possibilidade de soldar por arraste (gravidade);
- O metal de solda não apresenta alta tenacidade.
Celulósico
Pertencem a este grupo:
- Eletrodos E6010/11
- Pipeweld 6010 Plus
Características:
- Elevada produção de gases resultantes da combustão dos materiais orgânicos (principalmente a celulose);
- Principais gases gerados: CO2, CO, H2, H2O (vapor);
- Não devem ser ressecados;
- A atmosfera redutora formada protege o metal fundido;
- O alto nível de hidrogênio no metal de solda depositado impede o uso em estruturas muito restritas ou em materiais sujeitos a trincas por hidrogênio;
- Alta penetração;
- Pouca escória, facilmente destacável;
- Muito utilizado em tubulações na progressão descendente;
- Fáceis de operar em todas as posições e são particularmente bons para a soldagem na vertical descendente e sobre-cabeça.
Funcionamento dos tipos de eletrodos revestidos no processo de Soldagem à Arco Elétrico
Por mais que haja diferenças nos tipos de eletrodos revestidos, principalmente quando falamos do próprio revestimento, o funcionamento é o mesmo.
Basicamente o Arco Elétrico é gerado pela corrente que é conduzida pela vareta, ou “alma do eletrodo). Além disso a abertura deste é facilitada pelo revestimento.
Quando este Arco Elétrico é gerado, o calor do arco faz com que o Revestimento comece a se decompor e libere gases de proteção. Dessa forma ele ajuda a proteger a fusão dos metais da possível contaminação da atmosfera, que está carregada de outros gases e que podem comprometer a qualidade da solda.
Veja na imagem abaixo como acontece a deposição de metais e a liberação de gases no processo de solda à arco elétrico.
Tipos de Eletrodos Revestidos
Existem diferentes tipos de eletrodos revestidos, geralmente são categorizados pela liga metálica que são utilizados para soldar.
Abaixo listaremos as os eletrodos baseados nas ligas que soldam, segundo as normas da AWS (American Welding Society).
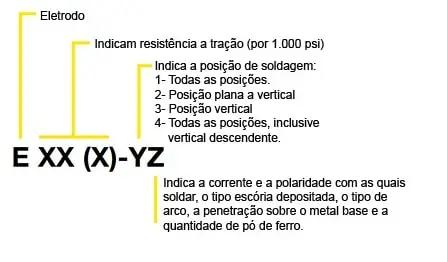
Aço carbono
Estes eletrodos possuem um código que se inicia com a letra “E”. Isto significa que são eletrodos revestidos para a solda de aço carbono.
O código sempre estará na lateral e é seguido de alguns números. Este, de forma completa, vai dar todas as características do eletrodo. Veja na imagem abaixo como ler este código.
Aplicações de eletrodos revestidos para Aço Carbono:
E6010: Passes de raiz em tanques, gasodutos, oleodutos, minerodutos, alcooldutos, tubulações em geral e reparo de implementos agrícolas.
E6013: Trabalhos em serralheria, construções em geral e ponteamentos.
E7018: Vasos de pressão, construções navais e off shore, estruturas rígidas e fabricação em geral.
E7018-1/E7018-G: Construções navais e off shore, vasos de pressão, estruturas muito rígidas, esferas.
Aços de Baixa Liga
Os tipos de eletrodos revestidos a seguir são específicos para soldagem de Aços de Baixa liga e suas respectivas aplicações.
E7010-G:
- Passes quentes, de enchimento e de acabamento em gasodutos, oleodutos, minerodutos, alcooldutos, tanques;
- tubulações em geral.
E7018-G: Construções navais e off shore.
E7018-W1:
- Pontes e viadutos, vagões, edifícios, equipamentos agrícolas e de mineração;
- Soldagem de aços patináveis resistentes à corrosão atmosférica em geral.
E8018-G: Soldagem de juntas de grande espessura em aços baixa liga ou aços carbono, soldagem de aços ligados ao Níquel.
E7018-A1/E8018-B2/E9018-B3:
- Vasos de pressão, fornos;
- Caldeiras, trocadores de calor, superaquecedores;
- Tubulações para altas temperaturas de serviço (ex: tubos para destilação fracionada em refinarias);
- Reparo/fabricação em aços resistentes ao calor (ligados ao Molibdênio – OK 74.55 e ligados ao Cromo e Molibdênio – OK 76.XX);
OK 74.76 (código ESAB):
- União de Trilhos;
- Aços de mesma composição (ligados ao Manganês e Molibdênio).
E9018-M/E10018-G/E11018-G/E12018-G/E9018-G:
- Soldagem de aços de alta resistência e baixa liga;
- Soldagem de aços temperados e revenidos;
- União de pontas de eixos e de cilindros;
- Enchimento de engrenagens.
Tipos de eletrodo revestido para Aços Inoxidáveis
E308L-17: Soldagem de fabricação e manutenção de:
- Aços inoxidáveis de composição similar;
- Reservatórios e tubulações de aço inox 304/304L;
- Equipamentos das indústrias alimentícia, de bebidas, química, petroquímica, farmacêutica, têxtil e de papel/celulose.
E347-17:
- Aços inoxidáveis de composição similar, submetidos a altas temperaturas de trabalho;
- Aços inoxidáveis estabilizados ao Nióbio ou ao Titânio (estes elementos combinam-se com o Carbono, o que evita a precipitação de carbonetos na ZTA).
E316L-17:
- Aços inoxidáveis de composição similar;
- Reservatórios e tubulações de aço inox 316/316L;
- Equipamentos das indústrias química, petroquímica, farmacêutica, têxtil e de papel/celulose;
- Peças submetidas à água do mar ou em atmosferas litorâneas.
OK 64.30BR (Código ESAB):
- Aços inoxidáveis de composição similar;
- Reservatórios e tubulações de aço inox 317/317L;
- Equipamentos das indústrias química, petroquímica, farmacêutica, têxtil e de papel/celulose.
E310-15/E310-16:
- Peças de fornos, trocadores de calor, aquecedores de ar;
- Equipamentos das indústrias química e petroquímica;
- Peças de motores a jato;
- Ideais para soldagem de peças expostas permanentemente a altas temperaturas;
- Depositam um metal de solda muito resistente à fissuração a quente.
E307-26/E307-15:
- Indicado para camadas de “amanteigamento” antes de revestimentos duros;
- União de aços de difícil soldabilidade e de aços Manganês (Hadfield);
- Soldagem de união de trilhos de guindastes e de pontes rolantes;
- O metal de solda endurece superficialmente quando submetido ao impacto a frio.
Tipos de eletrodo revestidos E309-17/E309-16/E309MoL-17/E309L-15:
- Soldagem de aços de difícil soldabilidade;
- União de aços inoxidáveis com aços carbono ou de baixa liga;
- Soldagem de aços Manganês (Hadfield);
- Apresentam alta tenacidade e resistência a trincas.
E312-17/E312-17/E312-15:
- Soldagem de aços manganês, de aços de difícil soldabilidade ou de composição desconhecida;
- Indicado para camadas de “amanteigamento” antes de revestimentos duros;
- Enchimento de eixos e dentes de engrenagem;
- Enchimento para extração de parafusos quebrados;
- Alta tenacidade e resistência a trincas: soldagem de aços de alta resistência sem pré-aquecimento;
Modelos e aplicações de eletrodos revestidos para Revestimentos Duros
E 1-UM-350/E 1-UM-500:
- Eixos, Cilindros, Polias, Mancais e Elos;
- Rodas,Roletes de esteira, Material Rodante;
- Peças de britadores;
- Revestimento de trilhos e cruzamentos;
- Engrenagens.
E 7-UM-200-K:
- Rolos britadores;
- Trituradores;
- Jacarés (cruzamentos) ferroviários com núcleo em aço manganês;
- Martelos de moinho;
- Dentes de escavadeiras.
E 10-UM-60-GRZ:
- Caçambas de dragas;
- Dentes de pás – abrasão por areia/grãos finos;
- Parafusos de pavimentação;
- Pás de misturadores de asfalto e cimento;
- Lâminas de arraste.
OK 84.77 “Chapisco” (código ESAB): Um dos tipos de eletrodos revestidos, utilizado para recuperação de moendas em usinas de açúcar e álcool, depositando metal duro nos frisos do cilindro em movimento
E 6-UM-60/E 2-UM-60/E 6-UM-60-R/E 2-UM-60/E 6-UM-55R:
- Eletrodos revestidos Soldagem de reparo e manutenção de:
- Equipamentos agrícolas
- Carregadeiras
- Dentes de caçambas de escavadeiras
- Braços e pás de misturadores
- Sem-fim de alimentadores
- Chapas de desgaste
E 6-UM-55R:
- Enchimento de engrenagens de baixa liga;
- Enchimento de eixos;
- Sede de válvulas de aço fundido;
- Braços e pás de misturadores;
- Caçambas;
- Rodas motrizes, pinos e elos.
E 6-UM-60-R:
- Quebradores de sínter;
- Peneiras de sinterização;
- Prensas de extrusão;
- Matrizes de forjamento a quente.
E 4-UM-60S:
- Soldagem de revestimento de ferramentas para trabalho/corte a frio como:
- Ferramentas de plainas
- Ferramentas de fresas
- Facas
- Ferramentas para usinagem, estampagem e perfuração
- Ferramentas de aço rápido
Tipos de Eletrodos revestidos para Soldagem de Ligas de Níquel
E NiCrFe-3:
- Um dos eletrodos revestidos para soldagem de:
- Ligas de Níquel de composição similar, como Inconel 600;
- Aços criogênicos (ex: para armazenagem de Nitrogênio líquido);
- Componentes de caldeiras, fornos, aquecedores, sistemas de exaustão;
- Componentes das indústrias petroquímica, química, alimentícia e nuclear.
Ferro Fundido
E Ni-Cl/E NiFe-Cl:
- Recuperação de engrenagens de ferro fundido;
- Reparo de :
- blocos de motores de ferro fundido;
- partes de prensas em ferro fundido;
- Reparo de trincas em componentes de ferros fundidos;
- Soldagem em geral de Ferros Fundidos tipos cinzento, maleável e nodular.
Alumínio e suas ligas
E1100/E3003/E4043/OK 96.50 (código ESAB):
- Reparo de blocos de motor de Alumínio;
- Tanques e recipientes de armazenagem de leite e cerveja;
- Cilindros, ventiladores, encaixes, telas, pisos;
- Soldagem em geral de Alumínio e suas ligas.
Goivagem
OK 21.01/OK 21.03 (código ESAB):
- Goivagem, corte e perfuração de:
- aços carbono e ligados
- Inoxidáveis
- Aços ao manganês
- ferros fundidos
- todos os outros metais, exceto cobre puro
- O revestimento desenvolve um jato forte de gás, o qual sopra e expulsa o material fundido;
- Nenhum gás, ar comprimido ou porta eletrodo especial são necessários, e equipamentos comuns de soldagem podem ser utilizados.
Cubas de galvanização
OK 41.10 (código ESAB): Fabricação e reparo de cubas de galvanização, que desgastam-se com o processo.
Este eletrodo possui baixíssimo teor de Silício (< 0,01%).
Como armazenar os tipos de eletrodos revestidos
Este material deve ser armazenado em latas e caixas fechadas, para manter a integridade dos componentes do revestimento.
Há algumas especificações do ambiente onde são armazenados:
Eletrodos Celulósicos:
- Umidade relativa máxima: 70%
- Temperatura: +18°C a +50°C
Demais tipos:
- Umidade relativa máxima: 50%
- Temperatura ambiente mínima: +18°C
Manuseio e ressecagem
O processo de ressecagem dos eletrodos revestidos é necessário para minimizar o hidrogênio que acaba ficando em excesso naqueles eletrodos, que devem ter baixas quantidades deste elemento.
As recomendações dos fabricantes devem ser seguidas, a fim de manter o máximo de integridade possível do eletrodo e seus elementos.
A ressecagem utilizando fornos adequados a este processo é aplicável nos seguintes eletrodos:
- Básicos
- Alto rendimento
- Rutílicos
- Ferro fundido
- Inoxidáveis
- Alumínio
Dessa maneira, a ressecagem para celulósicos deve ser evitada. Além desse, eletrodos revestidos à vácuo também não necessitam de ressecagem caso a embalagem esteja aberta há menos de 12 horas.
Concluindo sobre os tipos de eletrodos revestidos
Você viu aqui os tipos de eletrodos revestidos, sendo estes: rutílicos, básicos, alto rendimento e celulósico. Além disso, pode entender que é possível categorizar estes eletrodos de acordo com as ligas metálicas em que serão aplicados.
As nomenclaturas utilizadas aqui são da American Welding Society, a maior associação de solda do mundo. As normas de soldagem e produtos, em sua grande maioria, vêm dela. Portanto estes códigos poderão ser procurados em qualquer lugar que vá comprar um eletrodo revestido.
Tem alguma dúvida? Deixe um comentário abaixo que irei responder.
| O que a Alusolda faz? |
|---|
| A Alusolda oferece Locação, manutenção de equipamentos, e comércio de produtos no segmento de solda e corte. Faça um orçamento sem compromisso no telefone (62) 3250-0707. Nossos melhores colaboradores irão te atender. |



Parabens excelente matéria obrigado
Obrigado pelo feedback, José. Ficamos contente que tenha ajudado você.
Obrigado excelente conteúdo ajuda muito.
Bom dia, Angelo!
Ficamos contentes que tenha gostado! Sempre que tiver dúvidas busque em nosso site e se não encontrar, basta deixar uma pergunta nos comentários.
Até!
Parabéns, um apanhado das informações sobre uso de eletrodos revestido muito útil para quem trabalha com atividade relacionada à soldagem
Abraço
Apaixonado por soldas
Muito bom Ôtimo?????
FICAMOS MUITO INTERESSADOS NA LINGA EKGA E ACREFITAMOS DESENVOLVER EM NOSSAVRWGIÀO WUER EM REVENDAS, QUER NPS CONSUMIDIRES FINAIS AS INDÛSTRIAS.
ROGAMOS NOS FORNEÇAM OS CATALOGOS, INSTRUÇOES COMERCIAIS E DE REPRESENTAÇAO PARA AGIRMOS NO CAMPO ASSIM QUE DISPUSERMOS DE MATETIAIS DE APOIO.
FRATTE ,
Aquiles Carvalho
85.32816678 – 999115541 wsàpp
Vendasweld@gmail.com
Bom dia Aquiles!
Não entendi muito bem a sua solicitação, mas se for referente a compra de equipamentos entre em contato com a equipe de venda através do (62) 3250 0707.
Caso seja referente a venda de produtos você pode entrar em contato com o Patrimônio, através do telefone já mencionado ou pelo email patrimonio@alusolda.com.br
Espero ter ajudado!
Um abraço,
Paulo César
Matéria muito boa, fácil de entender goste
Excelente matéria, rica de informações muito importantes. Parabéns pelo trabalho de repassar essas informações.