Processo de Solda MIG MAG

O sistema MAG, utilizado no processo de solda MIG MAG, significa Metal Active Gás e utiliza como gás de proteção o dióxido de carbono, conhecido por co2 ou outras misturas.
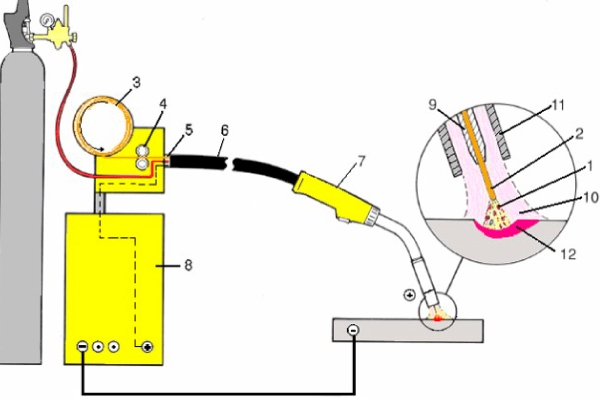
Neste processo de solda MIG MAG o calor necessário para soldagem é obtido através de um arco elétrico estabelecido entre o metal base e o arame solido ou tubular alimentado por uma fonte de corrente contínua.
O arame, o arco elétrico e a poça de fusão são protegidos da contaminação atmosférica por uma proteção gasosa.
Neste processo de solda MIG MAG utiliza-se o mesmo equipamento para soldagem dos vários metais, e diferentes arames de deposição. As características do processo MIG MAG são definidas pelos tipos de transferências metálicas que por sua vez são determinadas por diversos fatores: amperagem, voltagem, diâmetro do arame, comprimento do arco, gás de proteção e pelos equipamentos utilizados.
A atual geração destes equipamentos é programável, intercalando controle no arco elétrico com a possibilidade de pulsação e programas sinérgicos pré-selecionados.
O modo de transferência do metal de adição é influenciado pelos seguintes fatores:
- Corrente de soldagem
- Diâmetro do arame
- Comprimento do arco (tensão)
- Características da fonte
- Gás de proteção
- Modos de transferência GMAW:
- Curto-circuito (short)
- Globular
- Spray
- Pulsada (pulse arc)
Transferência por Curto Circuito
Devido ao baixo aporte de calor a transferência por curto circuito é indicada para a união de chapas finas e soldagens fora da posição plana, nestes casos a transferência do metal ocorre quando o arame entra em contato com a poça de fusão, provocando um aumento imediato da corrente, consequentemente o destacamento da gota. Este tipo de transferência ocorre abaixo de 200 amperes e depende do gás de proteção utilizado e da tecnologia da fonte.
Transferência globular
O diâmetro das gotas aumenta sendo igual ou maior que o diâmetro do arame. Esse tipo de transferência ocorre na zona de transição quando os níveis da amperagem e voltagem encontram-se entre o ponto de curto circuito e spray, ocasionando um alto nível de instabilidade não utilizado na maioria das aplicações. A fase globular aparece nas faixas de corrente entre 200 e 250 amperes.
Transferência por spray
Ocorre em níveis elevados de amperagem sendo utilizada normalmente na posição plana e horizontal para espessuras superiores a 5mm, nesse modo a transferência do metal através do arco é feito na forma de micro gotas metálicas. Com os equipamentos pulsados e inversores sinérgicos consegue-se anular ou diminuir os respingos e atingir a fase de spray com níveis baixos de correntes proporcionando uma transferência estabilizada na soldagem do alumínio e ligas especiais
ARCO PULSADO
No sistema arco pulsado – a fonte fornece dois níveis de amperagem. O primeiro sem a intensidade suficiente para produzir transferências, mas capaz de manter o arco estabilizado, e o segundo de nível elevado, que ocasiona a fusão do arame eletrodo conduzindo as gotas através do arco.
O pico pulsado ocorre em intervalos de tempos regulares e normalmente transfere uma gota a cada pulso, garantido a ótima estabilidade na formação no cordão de solda.
Nesse processo o sistema é semiautomático com a maioria das variáveis pré-determinadas. Dependem da habilidade do soldador, a velocidade de soldagem, a distância do bico de contato até a peça, e o ângulo da tocha em relação à junta, variáveis que influencia na qualidade e no acabamento e do cordão de solda. O processo MIG MAG foi desenvolvido para oferecer alta velocidade de deposição em diversos setores industriais.
MONTAGEM DE UM PROCESSO MIG MAG
O conjunto básico utilizado na soldagem MIG MAG é composto por:
- Fonte de energia
- Unidade de alimentação de arame (em alguns equipamentos vem incorporado na fonte de energia)
- Tocha
- Gás de proteção
- Regulador de gás
GASES DE PROTEÇÃO UTILIZADOS NO PROCESSO MIG MAG
Os gases de proteção são empregados para proteger o arco elétrico, a transferência do metal e a poça de fusão da contaminação atmosférica, os gases de proteção também influenciam o tipo de transferência, a incidência de respingos, a quantidades de fumos, a queima dos elementos de liga, a velocidade da soldagem, as propriedades mecânicas, os custos de produção e geometria do cordão.
PARA AÇOS CARBONO / AÇOS BAIXA LIGA
Gás Argônio:
- + 15%co2 + 2-6%o2
- + 25-50% co2
- + 15-20% co2
- + 4-8% co2
AÇOS INOXIDÁVEIS
Gás Argônio:
- + 10-30% + 1-2%co2
- + 1-2% o2
- + 2-4% co2
- + 1-7% h2
VANTAGENS DO PROCESSO MIG MAG
As principais vantagens do processo MIG MAG são:
- O alto rendimento proporcionado pela alta velocidade de fusão do arame.
- Operação continua com pequenos intervalos de interrupção.
- Taxa de deposição superior se comparada ao processo convencional de soldagem com eletrodos revestidos.
- Redução de mão de obra.
- Aproveitamento quase total do arame eletrodo resultando em baixo custo final.
- Solda em todas as posições e numa ampla faixa de espessuras.
- Permite automatização do processo.
LIMITAÇÕES DO PROCESSO MIG MAG
- O equipamento de soldagem é mais complexo, mais caro e menos portátil que o processo SMAW (Curso Solda com Eletrodo Revestido).
- O arco elétrico deve estar protegido de correntes de ar que possam dispersar o gás de proteção.
- O processo MIG-MAG apresenta maior dificuldade de utilização em locais de difícil acesso porque a pistola de soldagem deve estar próxima à junta a ser soldada para assegurar a correta proteção gasosa.
CONSUMÍVEIS DA TOCHA MIG MAG
- Difusor de gás
- Porta Bico
- Bico
- Bocal
- Guia Espiral
- Arame de solda
RECOMENDAÇÕES TÉCNICAS
- Para facilitar as técnicas de operação, o local deve ser arejado, evitando a inalação dos gases tóxicos exalados pela solda.
- O material a ser soldado deve ser limpo, para evitar exalação de gases tóxicos por sujeira aderida no metal.
- O equipamento, bem como todos os controladores e as peças de trabalho devem ser aterradas.
- O cabo deve ser dimensionado corretamente para evitar sobrecarga.
- As conexões elétricas devem estar secas, limpas e apertadas para evitar aquecimento das mesmas.
- Cabos e conexões devem estar em boas condições para evitar curtos-circuitos.
- Para regular o equipamento a energia deve estar desligada e o operador usando luvas de isolamento para evitar choque elétrico.
- O operador deve usar os EPIs recomendados para soldagem.
EPIS RECOMENDADOS NO PROCESSO DE SOLDAGEM MIG MAG
- Bota com solado isolante
- Perneiras
- Avental de raspa
- Mangote
- Luvas de raspas
- Mascara de proteção automática
- Mascara de proteção
- Touca
- Protetor auricular
ACESSÓRIOS QUE FACILITAM O PROCESSO DE SOLDAGEM MIG E MANUSEIO DA TOCHA
- Limpador de Bocal
- Limpador de Bicos
- Anti respingo spray
- Anti respingo pasta
Finalizando
O processo de soldagem MIG MAG é muito utilizado por soldadores no Brasil inteiro. Se você ainda não o utiliza, agora é um momento para começar a trabalhar com ele.
Espero que você tenha compreendido como funciona este processo e se tiver dúvidas, basta deixar um comentário no final desse post.
Quer saber mais sobre soldagem para ajudar a sua empresa?
Clique na imagem ou no link abaixo e baixe nosso “Guia e soluções para solda Mig Mag“

| O que a Alusolda faz? |
|---|
| A Alusolda oferece Locação, manutenção de equipamentos, e comércio de produtos no segmento de solda e corte. Faça um orçamento sem compromisso no telefone (62) 3250-0707. Nossos melhores colaboradores irão te atender. |



Olá, sou aluno do curso técnico em eletromecânica pelo IFPA-CMI.Estou realizando uma pesquisa acadêmica e necessito esclarecer uma dúvida em relação ao tipo de corrente utilizada na soldagem MIG/MAG e TIG.
A dúvida é a seguinte:Por que a corrente CC+ na soldagem MIG/MAG possui maior potencial de penetração e na soldagem TIG, menor penetração. Além disso, porque quando a corrente utilizada é CC-, a soldagem MIG/MAG possui menor potencial de penetração e já a TIG, maior penetração.
Ficarei agradecido se responderem com maior antecedência.Abraços, IFPA-CMI.
Olá compremento a todos que faz parte do mundo da soldagem,pois no momento sou motorista, mais eu faço vários serviços extra, e agora estou querendo mim capacitar mais um pouco em outras áreas